
钢结构边缘加工和端部加工的设备与操作
在钢结构加工中,当图纸要求或下述部位一般需要边缘加工。
(1)吊车梁翼缘板、支座支承面等图纸有要求的加工面。
(2)焊接坡口。
(3)尺寸要求严格的加劲板、隔板、腹板和有孔眼的节点板等。
边缘加工的质量标准见常用的边缘加工方法主要有:铲边、刨边、碳弧气刨、气割和坡口机加工等。

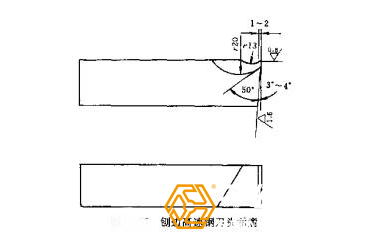
1、铲边
对加工质量要求不高,并且工作量不大的边缘加工,可以采用铲边。铲边有手工铲边和机械铲边两种。手工铲边的工具有手锤和手铲等。机械铲边的工具有风动铲锤和铲头等。
风动铲锤是用压缩空气作动力的一种风动工具。
一般手工铲边和机械铲边的构件,其铲线尺寸与施工图纸尺寸要求不得相差lmm。铲边后的棱角垂直误差不得超过弦长的1/300,且不得大于2m m。
铲边时应注意以下事项:
② 气压缩机开动前,应放出贮风罐内的油、水等混合物。
②铲前应检查空气压缩机设备上的螺栓、阀门完整情况,风管是否破裂漏风等。③铲边时,铲头要注机油或冷却液,以防止铲头退火。
④铲边结束时应卸掉铲锤妥善保管,冬季施工后应盘好铲锤风带放于室内,以防带内存水冻结。
⑤高空铲边时,操作者应带好安全带。
⑥铲边时,对面不得有人和障碍物。
2、刨边
刨边使用的设备是刨边机,需切削的板材固定在作业台上,由安装在移动刀架上的刨刀来切削板材的边缘。刀架上可以同时固定两把刨刀,以同方向进刀切削,也可在刀架往返行程时正反向切削。刨边加工有刨直边和刨斜边两种。创边加工的加工余量随钢材的厚度、钢板的切割方法的不同而不同,一般的创边加工余量为2~4mm。
当构件长度大于刨削长度时,可用移动构件的方法进行刨边;构件较薄时,则可采用多块钢板同时刨边的方法加工。对于侧弯曲较大的条形构件,刨边前应先校直。气割加工的构件边缘必须将残渣清除干净后再刨边,以便减少切削量和提高刀具寿命。
3、铣边
铣边机利用滚铣切削原理,对钢板焊前的坡口、斜边、直边、U形边能同时一次铣削成形,比刨边机提高工效1.5倍,且能耗少,操作维修方便。铣边的加工质量优于刨边的加工质量。
4、碳弧气刨
碳弧气刨的切割原理是直流电焊机直流反接(工件接负极),通电后,碳棒与被刨削的金属间产生电弧,电弧具有6000℃左右高温,足以将工件熔化,压缩空气随即将熔化的金属吹掉,达到创削金属的目的。
碳弧气刨的优点是:效率高,清根可达45m/h,比风铲提高效率8-15倍;无噪音、减轻劳动强度;灵活方使,能在狭窄处操作;操作时可看清焊缝的缺陷消除与否;可以切割氧割难以切割的金属,如生铁、不锈钢、高锰钢、铜、铝、合金等;热影响区小,只1m左右(氧割为2~6m),对减少构件变形很有意义;设备简单,气刨枪制作简单。
碳弧气包的缺点是:目前只能用直流焊机;有强烈弧光;烟雾粉尘多,须有通风设备;吹出的金属液体溅落在表面上,需要用砂轮来清除。
5、气割机切割坡口
气割坡口包括手工气割和用半自动、自动气割机进行坡口切割。其操作方法和使用的工具与气割相同。所不同的是将割炬嘴偏斜成所需要的角度,对准要开坡口的地方,运行割炬即可。
此种方法简单易行,效率高,能满足开V形、X形坡口的要求,已被广泛采用,但要注意切割后须清理干净氧化铁残渣。
6、其他坡口切割机
(1)滚剪倒角机。滚剪倒角机利用滚剪原理,对钢板边缘按所需角度进行剪切,以得到焊接所需的坡口。加工尺寸准确、表面光洁、一次成形,不需要清理毛刺。具有操作方便,工效高(3m/min),能耗低等优点。
(2)管子割断坡口机。管子割断坡口机利用车削原理,对管子进行割断和坡口加工。刀具进给有手动与电动两种,适用于Φ20-114mm、中Φ121~325mm管子的加工,大批量管子的加工尤为适用。
管子接口相贯线的加工,传统工艺方法一般采用人工放样、手工气割和砂轮打磨坡口此种加工方法尺寸精度差,焊接坡口质量差,且加工周期长。采用国外引进的多坐标数控管子切割机加工管口相贯线,只需在该机上输入管径、管壁厚度和相交角度等原始数据后,即可对管子进行全自动等离子切割。此种加工方法精度和外观质量都较好,杆件的长度误差可以控制在1mm以内,坡口面光洁,无需打磨即可直接组焊。
相关资讯推荐
- 钢结构工程的造价构成有哪些?
- 钢结构加工厂会使用哪些工艺呢?
- 钢结构夹层设计制作安装
- 钢结构加工生产需要哪些专业知识和技能?
- 钢结构加工焊接变形的火焰矫正施工方法
- 建筑钢结构加工的四种主要方法
- 钢结构加工制孔方法的有哪些?
- 钢结构加工焊接缺陷产生的原因和处理办法
- 钢结构加工中边缘加工的方法
- 钢构件的加工质量对于厂房的安装影响?



")

