
薄壁型钢屋架工程焊接时应注意的事项
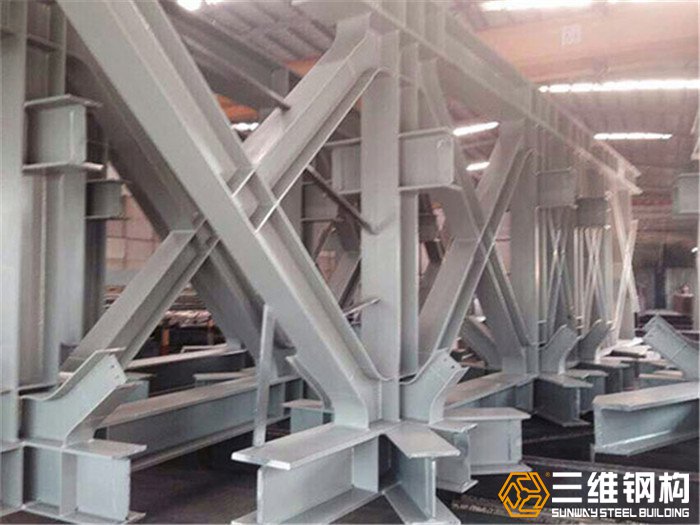
冷弯薄壁型钢是指厚度2-6mm的钢板或带钢经冷弯或冷拔等方式弯曲而成的型钢,其截面形状包括开口和闭口两类。钢厂生产的闭口截面是圆管和矩形管。钢结构工程施工时有很多薄壁型钢屋架项目,钢屋架加工制作时,由于壁薄,焊接变形量大,加大了钢结构加工难度。今天三维钢构小编跟大家共同分享薄壁型钢屋架工程焊接时注意事项有哪些。

为减少冷弯薄壁型钢焊接接头的焊接变形,杆端顶接缝隙控制在1mm左右,薄壁型钢的工厂接头,开口截面可采用双面焊的对接接头,用两个槽形截面拼合的矩形管,横缝可用双面焊,纵缝用单面焊,并使横缝错开2倍截面高度。
一般管子的接头,受拉杆最好用有衬垫的单面焊,对接缝接头、衬垫可用厚度大于1.5--2mm左右的薄钢板或薄钢管。圆管也可用于同直径的圆管接头,纵向切开后镶入圆钢管中。
受压杆允许用隔板连接,杆件的工地连接可用焊接或螺栓连接,对受拉杆件焊接质量,应特别注意。薄壁杆件装配点焊应严格控制壁厚方向的错位,不得超过板厚的1/4或0.5mm。薄壁型钢结构的焊接,应严格控制质量,焊前应熟悉焊接工艺,焊接程序和技术措施。
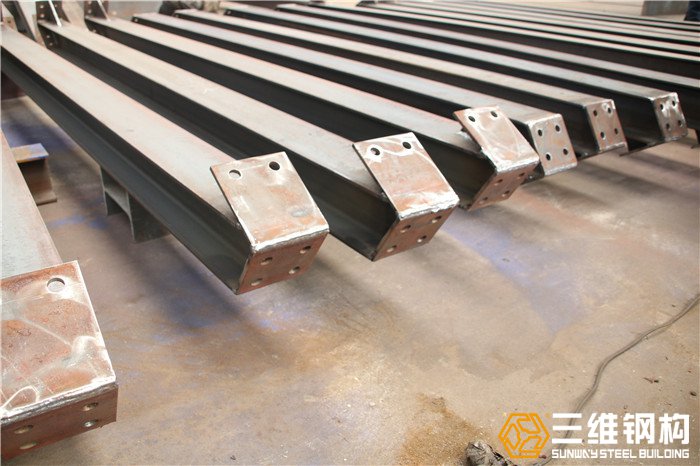
为保证薄壁钢屋架节点的焊接,常因装配间隙不均匀而使一次焊成的焊缝质量较差,帮可采用两层焊,尤其对冷弯型钢,因弯角附近的冷加工变形较大。焊后热影响区的塑性较差,对主要受力点宜用两层焊,先焊第一层,待冷却后再焊第二层,不宜过热,以提高焊缝质量。
受压杆允许用隔板连接,杆件的工地连接可用焊接或螺栓连接,对受拉杆件焊接质量,应特别注意。薄壁杆件装配点焊应严格控制壁厚方向的错位,不得超过板厚的1/4或0.5mm。薄壁型钢结构的焊接,应严格控制质量,焊前应熟悉焊接工艺,焊接程序和技术措施。
上一篇:钢结构加工时边缘处理方法有哪些下一篇:如何更好的控制钢结构工程施工人工费
相关资讯推荐
- 钢结构工程的造价构成有哪些?
- 钢结构加工厂会使用哪些工艺呢?
- 钢结构夹层设计制作安装
- 钢结构加工生产需要哪些专业知识和技能?
- 钢结构加工焊接变形的火焰矫正施工方法
- 建筑钢结构加工的四种主要方法
- 钢结构加工制孔方法的有哪些?
- 钢结构加工焊接缺陷产生的原因和处理办法
- 钢结构加工中边缘加工的方法
- 钢构件的加工质量对于厂房的安装影响?
")


")

